Зварювальні роботи, зварювання аргоном
Зварювальні роботи, зварювання аргоном. Для того, щоб надійно з’єднати металеві деталі, позбутися дрібних механічних пошкоджень на поверхнях, необхідні кваліфіковані зварювальні роботи. За своєю суттю, зварювання металів є досить складним процесом, який протікає на рівні атомної будови. Під час зварювання атоми розщеплюються і з’єднуються між собою в місці прилягання деталей. І якщо атоми заліза з’єднати між собою не так вже й складно, то про сучасні сплави, зокрема і про нержавіючу сталь, такого сказати не можна. Так, наприклад, щоб зварити нержавіючі поверхні та міцно з’єднати потрібні їхні елементи, знадобиться особливий вид робіт – зварювання аргоном.
Зварювальні роботи
Зварювання є одним з найпоширеніших способів з’єднання різних металевих деталей і конструкцій, оскільки забезпечує дуже високу міцність готових виробів. Як правило, фізико-механічні характеристики зварного шва не поступаються аналогічним параметрам основного матеріалу деталей, а в багатьох випадках і перевершують їх.

Зварювальні роботи – це всі різновиди зварювання, а також різання металу і труб. Зварювання – це процес формування нероз’ємного з’єднання металу. Такі роботи здійснюється за допомогою електричної дуги.
Зварювання дає змогу з’єднати між собою одну або кілька деталей. Активно зварювальні роботи застосовуються в промисловості, а також у будівництві. Такі роботи не залежать від кліматичних зон і погодних умов. З кожним роком якість зварювальних робіт дедалі більше поліпшується, тому що використовуються нові технології створення швів на металі. У наш час неможливо уявити сучасне виробництво без зварювання, адже воно застосовується практично скрізь, від найменшого до найбільшого виробництва.
Види зварювання
Є три види зварювання: ручне, аргонове й автоматичне. Зварювальні роботи ділять на: електродугове, аргонодугове, контактне, газове, плазмове та лазерне зварювання:
- Електродугове. Забезпечує з’єднання деталей за допомогою нагріву, джерелом якого є електрична дуга, що виникає між зварюваним матеріалом і зварювальним електродом. Саме електродугова технологія найчастіше використовується при виконанні зварювальних робіт зі звичайними вуглецевими сталями;
- аргонодугове. Також виконується електричною дугою, але при цьому використовує захисну завісу з інертного газу. Завдяки цьому запобігають потраплянню повітря в зону зварювання та окисленню зварювальної ванни. Аргонодугове зварювання підходить для з’єднання заготовок з нержавіючої, жароміцної, кислотостійкої сталі, алюмінію, магнію і різних кольорових сплавів;

- контактне. Ця технологія передбачає з’єднання виробів за допомогою двох послідовних процесів – нагрівання металу до пластичного стану з подальшим механічним деформуванням деталей. Контактне зварювання буває точковим, стиковим, шовним, рельєфним;
- газове. У цьому разі зварювальні роботи полягають у розплавленні кромок деталей, що зварюються, і введенні в рідку ванну присадкового матеріалу. Найчастіше цю технологію використовують під час виробництва листових і трубчастих сталевих конструкцій невеликої товщини. Розплавлення металу здійснюється завдяки горінню ацетилену під час взаємодії з чистим киснем. Головною перевагою газового зварювання є мобільність і відсутність залежності від зовнішніх джерел електроживлення;
- плазмове. Його застосовують для зварювання найбільш тугоплавких металів – молібдену, вольфраму, нікелевих сплавів, спеціальних сталей. Обробка здійснюється струменем плазми, температура якої досягає 30000°C;
- лазерне. Зварювання лазером є одним із найефективніших способів з’єднання металевих деталей. Воно відрізняється дуже високою продуктивністю, стабільністю формування шва, обмеженістю зони термічного впливу на вироби, можливістю зварювати великогабаритні конструкції.

Тут перераховані тільки найбільш затребувані види зварювальних робіт. Існують також і інші, менш популярні методи зварювання, які зазвичай використовуються для виконання специфічних операцій. Наприклад, у деяких галузях для утворення цілісних конструкцій з різнорідних металів застосовується термомеханічне з’єднання деталей за допомогою тертя, а для отримання біметалів добре підходить зварювання вибухом.
Галузі застосування зварювальних робіт
Зварювання використовується для вирішення дуже широкого кола технологічних і конструкційних завдань. Розглянемо кілька типових застосувань цього способу обробки металів:
- Виготовлення металоконструкцій. За допомогою зварювання можна створювати цілісні металеві конструкції практично будь-якої складності та розмірів, наприклад, пандуси, огорожі, несучі елементи будівель, корпуси транспортних засобів, спортивні снаряди, ангари та бокси, різні рами та каркаси;
- виробництво воріт. Використовуючи зварювання, можна виготовляти не тільки міцні, але й естетичні конструкції. Технологія дає змогу виготовляти відкатні та розпашні ворота з профнастилу, який є одним із найпопулярніших матеріалів для огородження заміських ділянок, територій промислових підприємств. При цьому зварювання може здійснюватися не тільки в заводських умовах, а й безпосередньо на об’єкті монтажу;
- виготовлення сходів. Шляхи евакуації під час пожежі або інших надзвичайних ситуацій мають відповідати дуже жорстким стандартам. Забезпечити необхідну міцність і надійність можуть тільки зварні пожежні драбини. Вони встановлюються всередині або зовні житлових висотних будинків, ділових і торгових центрів, промислових і громадських будівель;
- зварювальні роботи, необхідні для ремонту вантажних автомобілів. Зварювання паливних баків, кузова і рам, радіаторів, причепів, глушників і т. д.

Для виконання зварювальних робіт використовується різноманітне обладнання – від простих і компактних побутових трансформаторів струму до потужних промислових автоматизованих ліній.
Принципи зварювання аргоном
Зварювання аргоном поєднує в собі ознаки електродугового і газового зварювання. З електродуговим зварюванням цей технологічний процес об’єднує обов’язкове використання електричної дуги, а з газовим – застосування газу, а також деякі технологічні прийоми формування нероз’ємного з’єднання.
Плавлення крайок деталей, що з’єднуються, і присадкового матеріалу, за допомогою якого і формується зварний шов, забезпечується завдяки високій температурі, що створюється під час горіння електричної дуги. Газ (у цьому випадку аргон) виконує захисні функції, про що слід поговорити детальніше.
Зварювання легованих сталей, більшості кольорових металів і сплавів на їхній основі має деякі особливості, які полягають у тому, що, перебуваючи в розплавленому стані, взаємодіючи з киснем та іншими домішками навколишнього повітря, такі метали активно окислюються. Це негативно позначається на якості формованого зварного шва: він виходить неміцним, у його структурі формуються пори – повітряні бульбашки, які значно послаблюють з’єднання. Ще більш негативний вплив чинить навколишнє повітря на алюміній, розплавлений у процесі виконання зварювальних робіт. Під впливом кисню, що знаходиться в навколишньому повітрі, цей метал починає горіти.
Оптимальним рішенням, яке дає змогу ефективно захистити зону формованого з’єднання під час зварювання металів кольорової групи та легованих сталей, є використання захисного газу – ним і виступає аргон. Висока ефективність застосування саме цього газу пояснюється його характеристиками.
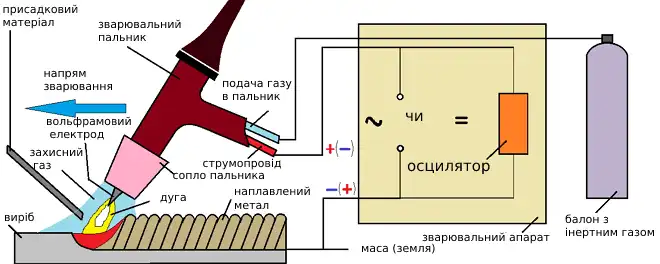
Схема роботи аргонодугового зварювання.
Аргон значно важчий за повітря (на 38%), тому він з легкістю витісняє повітря із зони виконання зварювальних робіт і створює її надійний захист. Будучи інертним за своєю природою, аргон практично не реагує з розплавленим металом, а також іншими газами, присутніми в зоні, де горить зварювальна дуга. Під час зварювання аргоном на зворотній полярності слід враховувати один важливий момент: від атомів газу в цьому випадку легко відокремлюються електрони, потік яких перетворює газове середовище на струмопровідну плазму.
Технологія виконання зварювання в середовищі такого газу, як аргон, може передбачати використання плавких, а також неплавких електродів (такими є стрижні з вольфраму). Діаметр електродів з вольфраму, який, як відомо, вирізняється винятковою тугоплавкістю, підбирається за спеціальними довідниками. На вибір цього параметра впливають характеристики деталей, що з’єднуються.

Методи аргонодугового зварювання.
Зварювання в середовищі аргону поділяють на три типи залежно від використовуваної технології:
- ручне, що виконується неплавким вольфрамовим електродом (позначається така технологія абревіатурою РАД);
- автоматичне, що проходить у середовищі аргону з використанням неплавких електродів (позначення зварювання цього типу – ААД);
- автоматичне, що виконується в середовищі аргону з використанням плавких електродів (назва цієї технології – ААДП).
Згідно з міжнародною класифікацією, апарат аргонодугового зварювання або зварювання, що виконується за допомогою електрода з вольфраму в захисному середовищі будь-якого інертного газу, позначається абревіатурою TIG (Tungsten Inert Gas).
Особливості зварювальних робіт у середовищі аргону
Робочим органом зварювального обладнання, що використовується для з’єднання металевих деталей у середовищі захисних газів (зокрема й аргону), є пальник. Саме в пальник (в його центральну частину) вставляється вольфрамовий електрод, виліт якого повинен знаходитися в межах 2-5 мм. Фіксація електрода всередині такого пальника забезпечується за допомогою спеціального тримача: в нього можна вставити вольфрамовий стрижень будь-якого необхідного діаметра. Для подачі захисного газу зварювальний пальник оснащується керамічним соплом.
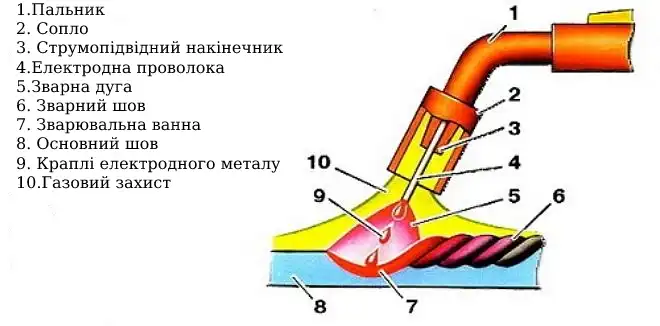
Принцип роботи аргонового зварювання.
Необхідну температуру в процесі виконання зварювання аргоном, як уже говорилося вище, створює електрична дуга. Зварний шов формується за допомогою присадного дроту, склад якого має максимально відповідати складу оброблюваного металу.
Перелічимо основні етапи виконання зварювання розглянутого типу, під час якого використовується електрод із вольфраму.
- Проводиться ретельне очищення поверхонь деталей, що з’єднуються, від забруднень, слідів мастила і жиру, а також від окисної плівки. Таке очищення є обов’язковим і може виконуватися механічним способом або за допомогою хімічних засобів.
- До деталей, що з’єднуються, необхідно підключити “масу”. Зробити це можна як безпосередньо (якщо деталі мають великі габарити), так і за допомогою металевої поверхні робочого столу (якщо деталі не відрізняються великими розмірами). Присадковий дріт, що важливо, не включається в електричний зварювальний ланцюг, а подається окремо.
- На зварювальному обладнанні виставляється сила зварювального струму. Цей параметр вибирається залежно від характеристик з’єднуваних заготовок.
- Після ввімкнення струму пальник з електродом підносять до зварюваних деталей якомога ближче, не торкаючись їхньої поверхні. Оптимальна відстань, на якій пальник розташовують від поверхні з’єднуваних заготовок (її треба витримувати в процесі виконання зварювання), – 2 мм. Утримування електрода на такій невеликій відстані дає змогу добре проплавити метал, що з’єднується, отримати красивий і акуратний зварний шов.
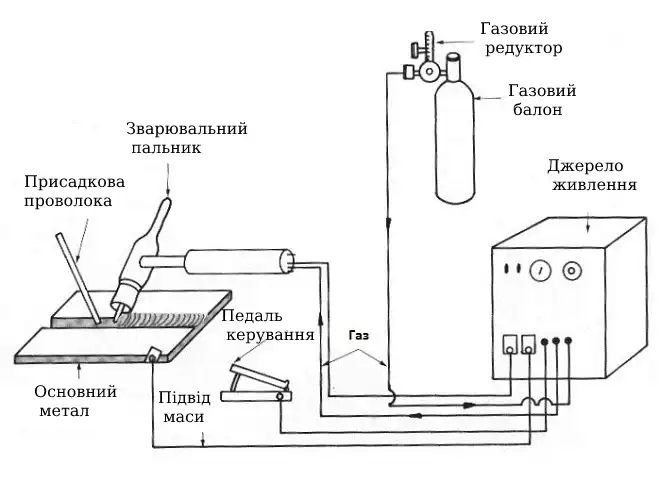
Схема зварювального обладнання для здійснення зварювання в середовищі аргону.
- Подачу захисного газу вмикають заздалегідь – за 15-20 секунд до початку зварювання. Вимикають подачу аргону не відразу після закінчення зварювання, а трохи пізніше – через 5-10 секунд.
- Пальник і присадковий дріт повільно ведуть тільки уздовж формованого шва, не здійснюючи ними поперечних коливань. Присадний дріт, який розташовується попереду пальника, вводять у зону дії електричної дуги дуже плавно, не роблячи ним різких рухів. В іншому разі розплавлений метал буде сильно розбризкуватися.
- При виконанні зварювання електричну дугу запалюють, не торкаючись електродом до поверхонь, що з’єднуються. Дотримуватися такого правила необхідно з кількох причин. По-перше, потенціал іонізації аргону дуже високий, що заважає для його зниження ефективно використовувати іскру від торкання електрода. Коли для зварювання застосовується плавкий електрод, під час його торкання до деталей, що з’єднуються, виникають пари металу. Потенціал їхньої іонізації значно нижчий, порівняно з аргоном, що й полегшує процес запалювання електричної дуги. По-друге, якщо торкатися вольфрамовим електродом до поверхні деталей, що з’єднуються, вона забруднюється, що заважає якісному виконанню зварювальних робіт.

Процес зварювання аргонодуговим способом зблизька.
У багатьох виникає природне запитання про те, яким чином може бути запалена електрична дуга в середовищі такого газу, як аргон, якщо потенціал його іонізації занадто великий, а сам електрод не торкається поверхні деталей, що з’єднуються. Для цього використовується осцилятор, який перетворює струм, що надходить з електричної мережі, зі звичайними параметрами на високочастотні імпульси з величиною напруги 2000-6000 В і частотою струму 150-500 Гц. Саме такі імпульси та дають можливість запалити електричну дугу без зіткнення електрода з деталями, що з’єднуються.
Обладнання та оснащення для зварювання аргоном
Для виконання зварювання аргоном недостатньо наявності стандартного зварювального апарату, в якості якого може виступати інвертор або трансформатор. Ця технологія вимагає використання такого обладнання та спеціального оснащення, як:

Зварювальний апарат з використанням аргону Jasic Pro TIG 200P.
- Інвертор або звичайний зварювальний трансформатор, потужності якого має вистачати для виконання подібного технологічного процесу (зокрема, для цих цілей можна використовувати трансформатор, потужність холостого ходу якого знаходиться в інтервалі 60-70 В);
- силовий контактор, через який на зварювальний пальник подаватиметься необхідна зварювальна напруга;
- осцилятор, про призначення якого було сказано вище;
- спеціальний регулятор, який відповідатиме за час обдування зварювальної зони аргоном (оскільки захисний газ має почати подаватися за кілька секунд до початку зварювання, а його подачу необхідно перекривати за кілька секунд після його закінчення);
- спеціальний пальник з керамічним соплом і затискачем для фіксації вольфрамового електрода;
- газовий балон і редуктор, який регулює рівень тиску аргону, що подається в зону зварювання;
- електроди з вольфраму і присадкові прутки необхідного діаметра;

Ремонт легкосплавного колісного диска – варіант типового використання аргонового зварювання.
- додатковий трансформатор, що відповідає за подачу напруги до комутуючих пристроїв;
- випрямляч, що виробляє постійний електричний струм з напругою 24 В, який подається на комутувальні пристрої;
- реле, яке відповідає за вмикання і вимикання таких пристроїв, як осцилятор і контактор;
- електрогазовий клапан, що працює від напруги 24 або 220 В;
- фільтр індуктивно-ємнісного типу, що забезпечує захист зварювального апарату від негативного впливу високовольтних імпульсів;
- амперметр, який використовується для вимірювання величини зварювального струму;
- робочий або несправний автомобільний акумулятор ємністю 55-75 Ah, який необхідний для того, щоб знизити постійну складову зварювального струму, що обов’язково виникає при виконанні процесу на змінному струмі (такий акумулятор під’єднують до зварювального електричного кола послідовно);
- зварювальні окуляри, які необхідно використовувати як основний елемент захисту зварника.
Переваги та недоліки зварювання в захисному середовищі аргону
Зварювання, що виконується в середовищі захисного газу аргону, має як переваги, так і недоліки, які обов’язково слід враховувати. До переваг цієї технології відносять:

- можливість отримання якісного і надійного зварного з’єднання, що забезпечується ефективним захистом області виконання зварювальних робіт;
- незначне нагрівання деталей, що з’єднуються, що дає можливість використовувати цю технологію для зварювання деталей складної конфігурації (при цьому вони не деформуються);
- можливість використання для з’єднання деталей з матеріалів, які неможливо варити іншими способами;
- значне зростання швидкості виконання зварювальних робіт шляхом використання високотемпературної електричної дуги.
Недоліками даної технології є:
- використання складного зварювального обладнання;
- необхідність у спеціальних знаннях і достатньому досвіді виконання подібних робіт.
Зварювальні роботи вантажних автомобілів та зварювання аргоном в компанії Ренамакс
Зварювання елементів вантажного автомобіля вимагає застосування спеціального обладнання та високої кваліфікації професіонала. Ми маємо великий досвід у галузі зварювальних робіт, маємо у своєму розпорядженні великий парк сучасного спеціалізованого обладнання та фахівців у цій галузі. Компанія Ренамакс готова виконати зварювальні роботи будь-якої складності якісно і недорого. Усі зварювальні ремонтні роботи виконуються кваліфікованими зварниками з підтвердженим розрядом, на професійному обладнанні. Зварювання аргоном широко використовується при ремонті машин, по суті зварювання аргоном — це оптимальне рішення при механічних пошкодженнях. На зварювання дається повноцінна гарантія, як і на інші виїзні роботи.
Ми гарантуємо:
- Високу якість робіт. У нашій організації працюють тільки атестовані зварювальники з великим практичним досвідом автозварювальних робіт. Тому ми не боїмося надавати тривалу гарантію на роботи, виконані нашими фахівцями.
- Можливість виконання робіт будь-якого рівня складності: бляшано-зварювальні роботи, зварювання конструкцій і рам, посилення опорних елементів, інші технологічні операції.
- Мінімальні терміни виконання робіт. Допомагаємо скоротити період простою комерційної техніки, знижуючи тим самим фінансові втрати наших клієнтів.
- Лояльні ціни. Щоб розрахувати вартість ремонту автомобіля, зателефонуйте нам або заповніть форму зворотного зв’язку.
Цікавлять ремонт, обслуговування та купівля TIR? Напишіть нам і ми Вам допоможемо розібратися у цьому.